 Deutsch
Deutsch  English
English  Français
Français  Polski
Polski  Italiano
Italiano 
Le soudage par faisceau d’électrons est utilisé pour assembler des matériaux métalliques avec des profondeurs de soudure usuelles. La forme de la soudure très mince avec des zones affectées thermiquement étroites minimise considérablement l’apport d’énergie et la déformation dans la pièce globale. Les pièces ou les ensembles sensibles à la déformation et présentant un degré d’ajustement mécanique élevé peuvent être assemblés délicatement au moyen de ce procédé.
Prinzipe
Dans un générateur EB, des électrons sont générés par émission et accélérés sous vide par une haute tension (jusqu’à 150 kV et plus). Le générateur est monté sur la chambre de processus évacuable avec la pièce. Pour le soudage, les électrons sont focalisés sur le point de jonction. Le soudage des pièces se fait généralement sans matériau d’apport.
Du fait de la forme géométrique des composants à souder, on distingue entre différents types de soudure ; la soudure peut être générée sous forme continue, interrompue ou en tant que soudure par points :
- Soudure circonférentielle
- Soudure à recouvrement
- Soudure sur des corps plans
- Arc/forme libre
Les domaines d’application principaux sont :
- Construction automobile
- Construction mécanique
- Technique médicale
- Technique aéronautique et aérospatiale
- Technique énergétique
- Technique du vide
L'effet de soudure profonde
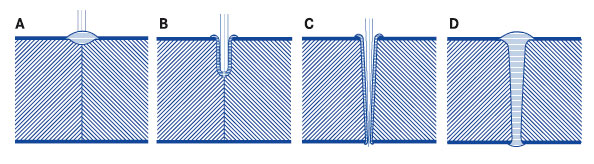
- Du fait de la densité énergétique élevée dans le spot de faisceau, le matériau est fondu.
- Le matériau s’évapore au centre.
- Dans le capillaire de vapeur qui se forme, le faisceau pénètre plus profondément dans la pièce.
- Si l’on continue à déplacer la pièce, le matériau fondu s’écoule depuis l’avant autour du capillaire et se solidifie à l’arrière.
Possibilités de combinaison de matériaux : Aptitude au soudage
| Ag | Al | Au | Be | Cd | Co | Cr | Cu | Fe | Mg | Mn | Mo | Nb | Ni | Pb | Pt | Re | Sn | Ta | Ti | V | W | Zr | |
| AG Argent | C | S | C | D | C | C | D | C | D | N | C | C | S | D | C | C | D | D | |||||
| Al Aluminium | C | C | C | C | C | N | C | ||||||||||||||||
| Au Or | S | C | D | S | C | C | N | S | S | N | N | D | N | ||||||||||
| Be Bérylium | C | N | N | D | D | ||||||||||||||||||
| Cd Cadmium | C | N | D | D | D | S | D | N | N | D | C | N | C | N | N | N | D | ||||||
| Co Cobalt | D | C | D | C | C | C | C | S | C | S | S | ||||||||||||
| Cr Chrome | C | D | D | C | C | C | C | S | C | C | C | S | C | S | D | S | |||||||
| Cu Cuivre | C | C | S | C | C | C | S | D | C | S | C | S | D | C | D | D | D | ||||||
| Fe Fer | D | C | D | C | C | C | D | C | C | C | C | S | S | ||||||||||
| Mg Magnésium | C | S | D | D | N | N | N | D | N | D | D | ||||||||||||
| Mn Manganèse | C | D | C | C | S | C | D | C | N | D | |||||||||||||
| Mo Molybdène | D | C | N | S | D | C | S | D | C | D | S | S | S | S | |||||||||
| Nb Niobium | N | N | N | C | N | S | N | S | S | S | S | S | |||||||||||
| Ni Nickel | C | S | D | S | C | S | C | C | S | D | |||||||||||||
| Pb Plomb | C | C | N | C | C | C | C | C | C | D | N | C | N | C | N | N | D | ||||||
| Pt platine | S | S | S | C | S | S | C | S | C | S | |||||||||||||
| Re rhénium | D | N | N | N | S | S | D | N | N | D | N | C | D | D | |||||||||
| Sn Étain | C | C | D | C | C | C | D | C | D | D | |||||||||||||
| Ta Tantal | N | D | N | D | N | S | S | N | S | S | C | ||||||||||||
| Ti Titane | C | S | D | S | S | S | S | C | S | ||||||||||||||
| V Vanadium | D | D | N | D | D | S | N | S | S | N | D | S | S | ||||||||||
| W Tungsten | D | N | N | S | D | D | D | S | S | D | S | D | S | C | S | ||||||||
| Zr Zircon | D | D | S | C | S |
Extrait de combinaisons de matériaux
Légende
vide = formation de composés intermétalliques - combinaisons inappropriées
D = Données insuffisantes pour une affirmation exacte - à utiliser avec prudence !
N = Aucune donnée disponible - à utiliser avec une extrême prudence !
S = Composés stables dans toutes les combinaisons d'alliages - combinaisons très appropriées
C = Des structures complexes peuvent apparaître - combinaisons éventuellement appropriées